
CC OUTILLAGE
Fabrication d' un moule dans les années 1960
Dans les années 1960-1970 de nombreux ateliers de mécanique moule s'installent souvent dans des locaux éxistants, pas toujours très adaptés à cette activité.
Le premier atelier de M. Bourdillon Roger à l' origine de la societé CC Outillage était bien éclairé et accessible facilement d' une quarantaine de m2.
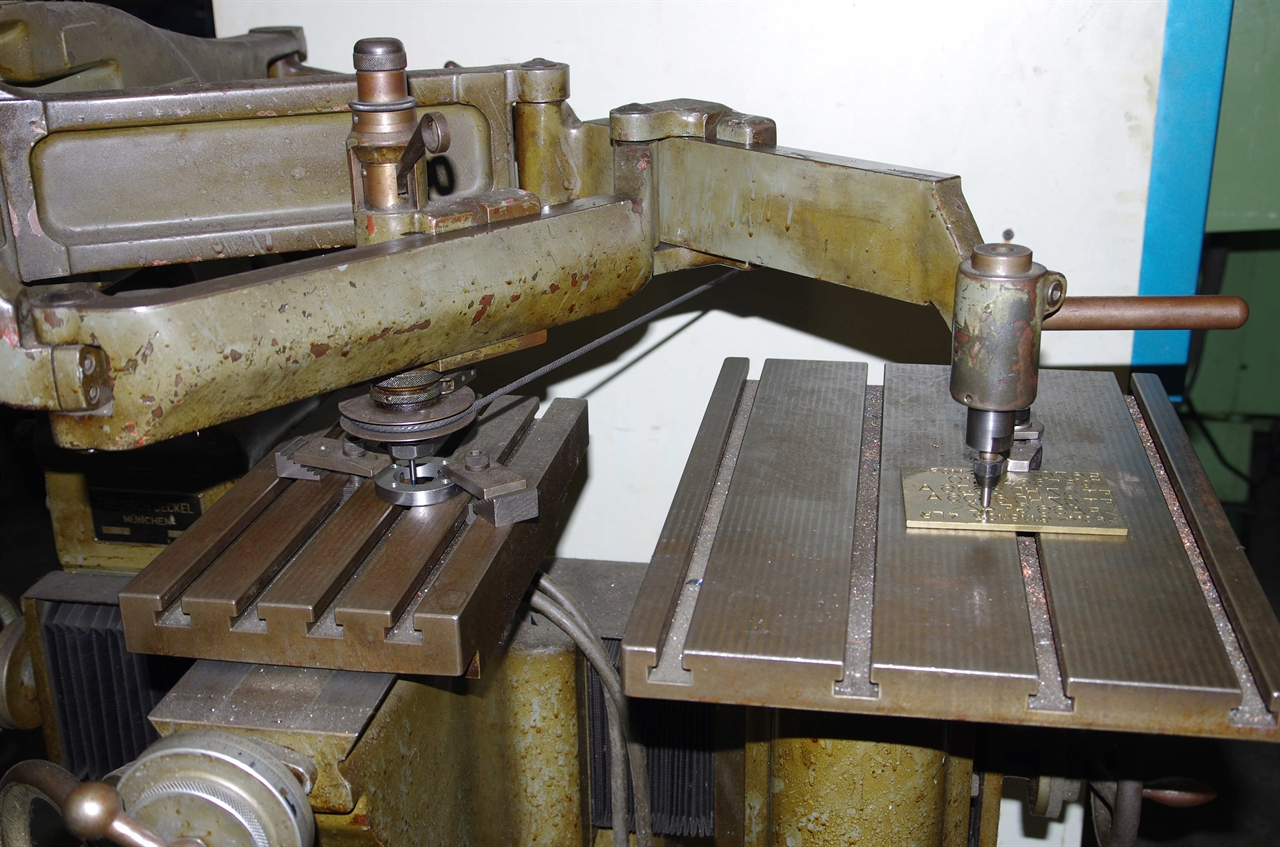
Son équipement des premières années en gros matériel était limité : 1 fraiseuse, 1 tour, 1 perceuse, 1 étau-limeur et 1 pantographe, de quoi usiner 1 moule. Bien sûr le petit matériel était indispensable: étau, plateau tournant, équerre inclinable, métrologie et contrôle.
La fabrication d' un moule commençait par une étude très sommaire en implantant sur les vues en plan de joint la ou les empreintes, l' indipensable colonnage, le circuit de régulation et les fixations presse.Une autre vue permettait de représenter les épaisseurs de plaques et la course d' éjection.
La premièr opération d' usinage consistait à raboter les plaques à l' étau-limeur, puis à les rectifier. Cette dernière était sous traitée au tout début. Venait ensuite le colonnage et la fixation des plaques réalisés au tracé à la perceuse.
Le premier atelier de M. Bourdillon Roger à l' origine de la societé CC Outillage était bien éclairé et accessible facilement d' une quarantaine de m2.
Son équipement des premières années en gros matériel était limité : 1 fraiseuse, 1 tour, 1 perceuse, 1 étau-limeur et 1 pantographe, de quoi usiner 1 moule. Bien sûr le petit matériel était indispensable: étau, plateau tournant, équerre inclinable, métrologie et contrôle.
La fabrication d' un moule commençait par une étude très sommaire en implantant sur les vues en plan de joint la ou les empreintes, l' indipensable colonnage, le circuit de régulation et les fixations presse.Une autre vue permettait de représenter les épaisseurs de plaques et la course d' éjection.
La premièr opération d' usinage consistait à raboter les plaques à l' étau-limeur, puis à les rectifier. Cette dernière était sous traitée au tout début. Venait ensuite le colonnage et la fixation des plaques réalisés au tracé à la perceuse.


L' ensemble du moule monté, on procédait à son équarissage à l' étau-limeur afin d' obtenir un alignement parfait de toutes les plaques en privilégiant un bon état de surface et la géométrie, parallélisme et perpendicularité, l' obtention de la cote précise n' étant pas primordiale. Au démontage du moule un soin particulier était donné aux deux plaques formant le plan de joint. Pas de rayures et pas de chanfrein, afin de conserver un angle vif pour faciliter la prise de cote au pied à coulisse, de l' empreinte à venir.
L' empreinte est réalisée par les moyens d' usinage conventionnels disponibles. Pour obtenir les angles vifs ou pour faciliter l' usinage d'une partie de l' empreinte ou pour les formes de révolution, les pièces rapportées sont légion.
Très souvent l' empreinte est réalisée directement dans la plaque.
Dans les cas d'empreinte impossible à usiner en matrice, on a recours à la réalisation d' un poinçon poli et trempé à une haute dureté. Celui-ci sera enfoncé dans un bloc de métal apte à recevoir l' empreinte du poinçon. Celui-ci peut être enfoncé sur plusieurs dizaines de millimètres. La face recevant le poinçon sera polie et les côtés seront frettés fermement afin d' éviter l' écartement du bloc de métal.
L' opération se fait très lentement, de l' ordre de quelques dizièmes ou millimètres par heure suivant la forme et la surface sur une presse spécifique. Toutes les surfaces extérieures seront reprises afin d' implanter ce bloc dans la plaque porte-empreinte. Cet acier sera trempé afin d' augmenter sa résistance à l' écrasement.
L' empreinte est réalisée par les moyens d' usinage conventionnels disponibles. Pour obtenir les angles vifs ou pour faciliter l' usinage d'une partie de l' empreinte ou pour les formes de révolution, les pièces rapportées sont légion.
Très souvent l' empreinte est réalisée directement dans la plaque.
Dans les cas d'empreinte impossible à usiner en matrice, on a recours à la réalisation d' un poinçon poli et trempé à une haute dureté. Celui-ci sera enfoncé dans un bloc de métal apte à recevoir l' empreinte du poinçon. Celui-ci peut être enfoncé sur plusieurs dizaines de millimètres. La face recevant le poinçon sera polie et les côtés seront frettés fermement afin d' éviter l' écartement du bloc de métal.
L' opération se fait très lentement, de l' ordre de quelques dizièmes ou millimètres par heure suivant la forme et la surface sur une presse spécifique. Toutes les surfaces extérieures seront reprises afin d' implanter ce bloc dans la plaque porte-empreinte. Cet acier sera trempé afin d' augmenter sa résistance à l' écrasement.
Oyonnax Plastics Valley
Découverte de l ' Ain

|
|
|